Innovative Power Automation Solution Saves Indian Polyester Firm US$3.6 million Annually
Teamwork between automation technology supplier and the system integrator provides a high-quality, uninterrupted power supply, allowing the customer to operate smoothly and achieve the highest quality polyester filament yarn production.
Background
Often taken for granted, cloth is a fundamental product of necessity worldwide. Within this huge market polyester filament yarn, or PFY is the main raw material used in the manufacture of cloth. As an industry, PFY is fiercely competitive and global. Several factors drive value within the industry. One of which is the ability to manufacture PFY through high-speed spindles, while providing final product with a minimum of yarn breakage. In this pursuit, the most competitive plants are also run continuously, so downtime has an immediate impact on roductivity and profitability. Assuring uptime takes a mixture of the right manufacturing infrastructure and, most important of all, the ability to rely on a high quality, uninterrupted electric power.
Challenge
Electricity in India is a highly valuable but extremely limited commodity. Its supply is also inconsistent and not always of the highest quality. Because of this, most competitive industries here have invested in their own cogeneration power plants.
When a major manufacturer of PFY in India began planning for an expansion with a new production line, a cogeneration power plant seemed logical. But in order to protect their investment and maintain gross annual revenue levels of approximately US$100 million, the company wanted to avoid problems associated with previous cogeneration experiences.
Although cogeneration plants solve many power problems, they also provide their own unique sets of challenges. For one, the cogeneration plants must synchronize the power they produce with the power in the local utility grid, a process that is managed by on-site diesel generating sets [DG sets]. Also, properly managed active and reactive load sharing among these DG sets and the local grid must be attained to maximize the plant's fuel efficiency. Finally, the DG sets themselves must be mechanically and electrically safe.
This company, for competitive market reasons, prefers to remain anonymous, had utilized a cogeneration solution in a previous plant, but experienced several problems, including daily power supply dips caused by improper plant-grid synchronization. These events always resulted in two-hour production losses, therefore extremely high revenue losses occurred while the plant was being re-established.
Solution
The complete solution provides a single human machine interface [HMI] display to monitor, operate and troubleshoot the entire power plant automatically. As required, the DG sets start/stop or synchronize among themselves and the grid in order to provide high-quality, uninterrupted power.
A central operator station pinpoints any fault within the DG sets, in addition to providing and managing maintenance schedules. This station also restricts grid supply power consumption within specified limits, thereby avoiding local utility penalties. And the automation system ensures that system engines function smoothly and within proper electrical and mechanical safety parameters.
The load-management system ensures optimal utilization of DG sets as required per load. To that end, the system's continuous load-sharing features ascertain adequate loading on the DG sets and avoids nuisance tripping, resulting in more power generation per ounce of fuel burned. The automation products involved include PLCs, along with the heart of the system, the line synchronization subsystem, and the HMI for monitoring and controlling the powerhouse.
From a functional standpoint, the line synchronization subsystem converts the potential transformer and current transformer signals from the alternator to derive different electrical parameters. A programmed process also coordinates active and reactive load sharing among the DG/Grid sources.

DG sets may be started simultaneously through operator interface to handle sudden plant demand during normal or emergency startup. The load management system also ensures optimal initialization of the DG sets by automatic starts and stops, depending on the predefined load setting in the PLC.
Tripping of less important loads in the plant can occur in isolation as well as in a synchronized mode. Finally, an alarm summary for each fault occurrence tracks incident dates and times for data tracking and maintenance needs.
Results
The automation solution has provided a high-quality, uninterrupted power supply, allowing the customer to operate smoothly and achieve the highest quality PFY production ever in a continuous operating environment. With assured, steady throughput and agile manufacturing, supply and turnaround commitments are being honored and continue to grow. Because production losses are no longer a problem, the company operates consistently, achieving additional revenue generation of approximately US$10,000 per day, or approximately US$3.6 million annually. Emergencies during plant tripping and starting have also been eliminated.

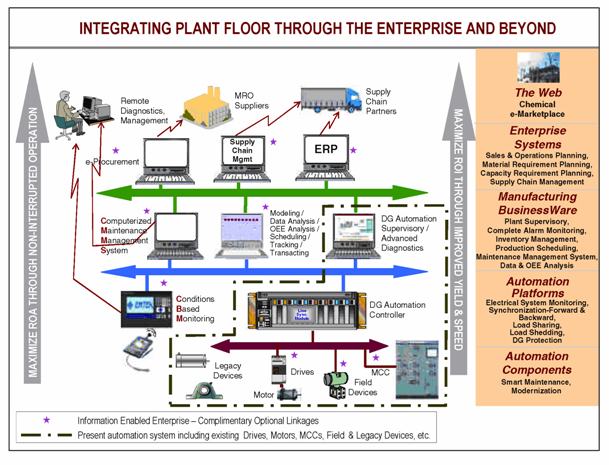
The architecture shown above depicts the automation concept of an Information Enabled Enterprise. The area outlined with a brown dash line represents the present automation level under discussion in this document. The remaining portion illustrates a host of solutions that are available today to integrate the plant floor to the enterprise and beyond.
- Anshu Singhal, Jatinder Hans